激光錫球焊柜式機
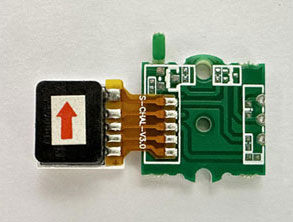
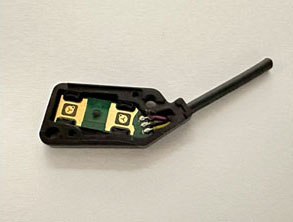
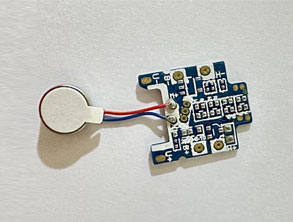
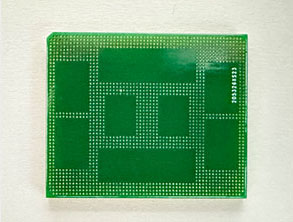
本產(chǎn)品應(yīng)用于微電子/3C電子行業(yè):如高清攝像模組、手機數(shù)碼相機軟板連接點焊接、精密聲控器件、數(shù)據(jù)線焊點組裝焊接、傳感器、VCM模組、觸點支架,磁頭等精密微小元器件焊接。軍工電子制造行業(yè):航空航天高精密電子產(chǎn)品焊接。其他行業(yè):晶圓、光電子產(chǎn)品、MEMS、傳感器生產(chǎn)、BGA、HDD(HGA,HSA) 等高精密部件、高精密電子的焊接。
0769-23127991